|
ЁЁ
ШШЖЦаПИжЙм
ЁЁЁЁЮвЙЋЫОЕФШШЖЦаПИжЙмЃЌЪЕжЪЮЊЕЭбЙСїЬхЪфЫЭгУЖЦаПКИНгИжЙмКЭЛњаЕНсЙЙгУЦеЬМИжШШЖЦаПКИНгИжЙмЃЌЪЧдкКИНгИжЙмЕФЛљДЁЩЯФкЭтШШЖЦаПЃЌЪЙИжЙмФкЭтБкОљдШгавЛВуаПВуЃЌДгЖјЬсИпСЫИжЙмЗРИЏФмСІЃЌЗРИЏФмСІДѓДѓГЌЙ§ЦеЭЈКИЙмШШЖЦаПИжЙмЃЌзїЮЊЪфЫЭКЭНсЙЙгУЙмЃЌдкЛЏЙЄЩшБИжЦдьЃЌЯћЗРЙЄГЬЃЌШМЦјЪфЫЭЃЌЫЎРћЙЄГЬМАзЁеЌНЈжўЩЯЕУЕНЙуЗКЕФЪЙгУЃЌБОВњЦЗжДааЙњМвБъзМGB/T3091-2008ЁЖЕЭбЙСїЬхЪфЫЭгУКИНгИжЙмЁЗКЭБъзМQ/12XJ3601-2010ЁЖЛњаЕНсЙЙЦеЬМИжШШЖЦаПКИНгИжЙмЁЃ
вЛЁЂ ЩњВњЙЄве
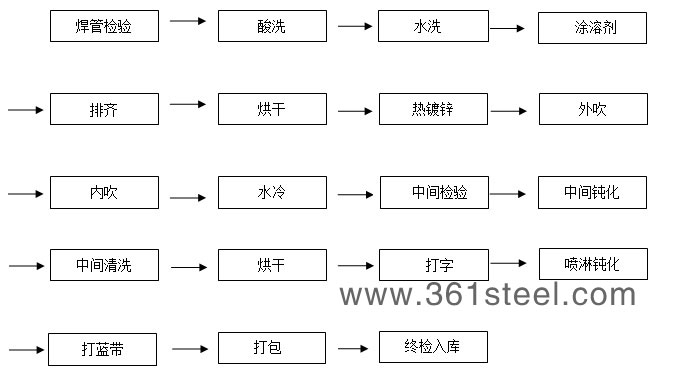
ЖўЁЂ бЁдёЗНЗЈ
1ЁЂ ЙмВФЧаИюКЭдЄМгЙЄЗНЗЈ
ЁЁЁЁ ЃЈ1ЃЉЙмВФЧаИюЧАОЭАДХфЙмЯШБъЖЈЙмзгЭтОЖЃЌЦфЭтОЖЮѓВюКЭБкКёЮѓВюгІдкдЪаэЙЋВюЗЖЮЇФкЃЌЙмВФЧаПкЖЫУцгІДЙжБгкЙмЕРжааФжсЁЃ
ЁЁЁЁ ЃЈ2ЃЉЙмЕРЧаИюгІВЩгУЛњаЕЗНЗЈЃЌЧаПкБэУцгІЦНећЮоСбЗьЃЌАМЭЙЫѕПкШлдќЃЌбѕЛЏЮявЊДђФЅЙтЛЌЁЃЕБЙмЖЫЙЕВлМгЙЄВПЮЛЕФЙмПкВЛдВЪБОЭећдВЃЌБкКёгІОљдШЃЌБэУцЕФЮлЮяЃЌЬњатЃЌгЭЦсЃЌЫщаМЕШгІгшЧхГ§ЁЃ
Бэ2ЃКЧаИюЖЫУцЧуаБНЧдЪаэЦЋВюЃЈmmЃЉ
|
ЙЋГЦжБОЖ
DN |
ЧаИюЖЫУцЧуаБНЧдЪаэЦЋВюC |
ЙЋГЦжБОЖ
DN |
ЧаИюЖЫУцЧуаБНЧЖШдЪаэЦЋВюC |
ЙЋГЦжБОЖ
DN |
ЧаИюЖЫУцЧуаБНЧЖШдЪаэЦЋВюC |
|
Ём80 |
0.8 |
100-150 |
1.2 |
Ён200 |
1.6 |
2ЁЂ ЙмВФЯжГЁЙіВлМгЙЄЗНЗЈ
ЃЈ1ЃЉМгЙЄВНжшЃК
ЁЁЁЁ aЁЂНЋЧаИюКЯИёЕФЙмзгМмЩшдкЙіВлЛњКЭЙіВлЛњЮВМмЩЯЁЃ
ЁЁЁЁ bЁЂдкЙмзгЩЯгУЫЎЦНвЧВтСПЪЙЦфДІгкЫЎЦНЮЛжУЁЃ
ЁЁЁЁ cЁЂНЋЙмзгЖЫУцгыЙіВлЛње§УцЬљНєЪЙЙмжсЯпгыЙіВлЛње§УцДЙжБЁЃ
ЁЁЁЁ dЁЂЦєЖЏЙіВлЛњЙібЙЛЗаЮЙЕВлЁЃ
ЁЁЁЁ eЁЂЭЃЛњгУгЮБъПЈГпВтСПЙЕВлЕФЩюЖШКЭПэЖШдкШЗШЯЙЕВлГпДчЗћКЯвЊЧѓКѓЙіВлЛњаЖКЩШЁГіЙмзгЃЈдкЙіВлЛњЙібЙЙЕВлЙ§ГЬжабЯНћЙмзгГіЯжзнЯђЮЛвЦКЭНЧЮЛвЦЃЉЁЃ
ЃЈ2ЃЉЙіВлЛњЙібЙГЩаЭЕФЙЕВлвЊЧѓЃК
ЁЁЁЁ aЁЂЙмЖЫжСЙЕВлЖЮЕФБэУцгІЦНећЮоАМЭЙЮоЙіКлЁЃ
ЁЁЁЁ bЁЂЙЕВлдВаФгІгыЙмБкЭЌаФЙЕВлПэЖШКЭЩюЖШгІЗћКЯБэ1ЕФвЊЧѓЁЃ
ЁЁЁЁ cЁЂгУЙіВлЛњЖдЙмВФМгЙЄГЩаЭЕФЙЕВлВЛЕУЫ№ЛЕЙмзгЕФЖЦаПВуМАФкБкИїжжЭПВуКЭФкГФВуЁЃ
ЁЁЁЁ dЁЂЙіВлЪБЙЕВлЭтОЖВЛЕУДѓгкБэ1ЕФвЊЧѓЁЃ
Бэ1ЃК
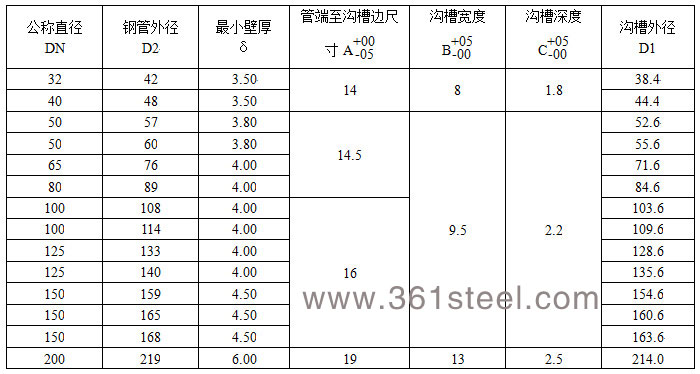
зЂЃКБэФкИжЙмЕФЙЋГЦбЙСІPNОљВЛаЁгк2.5MpaЁЃ
ЁЁЁЁ ЙіВлЪБЃЌЙЕВлЭтОЖD1ВЛЕУДѓгкБОЙцГЬБъЕФЙцЖЈЁЃ
БэжаЃКAЙмЖЫгыЙЕВлЕФОрРыЃЛBЙЕВлПэЖШЃЛCЙЕВлЩюЖШЃЛD1ЙЕВлЭтОЖЃЛD2ИжЙмЭтОЖЃЛІФзюаЁБкКё
3ЁЂ КИНгЗНЪНСЌНгЗНЗЈ
ЁЁЁЁ aЁЂ КИНгЧАгІНЋСНЙмЗХжУгкЦНЬЙЕиУцЃЌБЃГжСНжЇИжЙмдквЛЬѕжБЯпЩЯЁЃ
ЁЁЁЁ bЁЂ ВЛдкЖЦаПИжЙмЩЯзіЕуКИВСЛ№ЃЌЗРжЙаПВудтЕНЦЦЛЕЃЌгАЯьИжЙмЪЙгУЪйУќЁЃ
ЁЁЁЁ cЁЂ КИКѓМьВщЪЧЗёДцдкМадќЯжЯѓЃЌБмУтвђМадќдьГЩЩАблЖјГіЯжЪЙгУКѓТЉЫЎЁЃ
ЁЁЁЁ dЁЂ КИЗьзіЗРатДІРэЃЌБмУтбѕЛЏТЉЫЎЁЃ
ЁЁЁЁ eЁЂ ИжЙмФкБкВЛдЪаэВаСєКИдќЃЌБмУтдьГЩЙмТЗМАЩшБИЕФЖТШћМАЙЪеЯЃЌШчгіИжЙмФкБкКИдќЧщПіЃЌПЩВЩШЁзюЯТУцИжЙмПЊЖДЗНЗЈНЋКИдќЧхГ§ЁЃ
4ЁЂ ГЕЫПЗНЪНСЌНгЗНЗЈ
ЁЁЁЁ aЁЂ АДееСЌНгЙмЙПБъзМЪЙгУАхбРНјааГЕЫПЁЃ
ЁЁЁЁ bЁЂ ГЕЫПЙ§ГЬжаВњЩњЕФТвПлЕШЮЪЬтЫППлЙмВЛгІЪЙгУЃЌБмУтГіЯжСЌНгВЛРЮЙЬКЭТЉЫЎЯжЯѓЁЃ
ЁЁЁЁ cЁЂ ИжЙмГЕЫПКѓЃЌгІНЋИжЙмФкБкВаСєЧхГ§ИЩОЛЃЌБмУтдьГЩЖТШћМАЫ№ЛЕЩшБИЁЃ
ЁЁЁЁ dЁЂ СЌНгЪБЃЌгІдкЫППлЩЯЪЙгУЩњСЯДјЛђТщЩўНјааВјШЦЃЌБмУтГіЯжТЉЫЎЁЂТЉЦјЕШЮЪЬтЁЃ
5ЁЂ ЗЈРМХЬЪНСЌНгЃКДЫСЌНгМђЕЅвзааЃЌСщЛюадЙуЃЌвзгкИќЛЛЁЃЕЋБиаыАДееЩшМЦвЊЧѓКЭЙЄГЬвЊЧѓЕФбЙСІбЁдёЗЈРМХЬЁЃ
ЁЁЁЁ aЁЂ ХЬСЌНгТнЫЈжБОЖЁЂГЄЖШгІЗћКЯвЊЧѓЙцЗЖЃЌЗЈРМХЬМсЙЬКУЕФТнЫЈ ЭтТЖЫППлгІдк2ЁЊ3ПлЃЌВЛвЫДѓгкТнЫЈЭтОЖЕФ1/2ЁЃ
ЁЁЁЁ bЁЂ ХЬСЌНгГФЕцгІВЩгУКёЖШЮЊ3mmЯ№НКЕцЃЌЙЉШШЁЂеєЦћЃЌЩњЛюгУЫЎЕФЙмЕРгІгУКёЖШ3mmЕФЪЏУоЕцЃЌЕцЦЌвЊгыЙмРяЭЌаФВПЕФЦЋЗХЁЃ
Ш§ЁЂАВзАЙ§ГЬвзГіЯжЕФЮЪЬт
1ЁЂКИНгЗНЪНСЌНг
ЁЁ ЃЈ1ЃЉИжЙмЙмПкЖдНгКѓВЛдквЛЬѕЯпЃЛИжЙмДцдкаБПкЕФЮЪЬтЃЌНЈвщНЋИжЙмЙмЭЗНиЕєвЛЖЮЃЈВЛашвЊЬЋГЄЃЌдМ3ЁЊ5mmЃЉЁЃ
ЁЁ ЃЈ2ЃЉИжЙмЙмПкЖдНгКѓГіЯжСНжЇЙмПкЖдНгВЛбЯЯжЯѓЃЌЕМжТКИПкБЁКёВЛОљдШЃЛИжЙмгЩгкБОЩэдвђЛђдЫЪфПФХіЃЌдьГЩЙмПкЭждВЃЌНЈвщНЋИжЙмЙмЭЗНиЕєвЛЖЮЃЈВЛашвЊЬЋГЄЃЌдМ3ЁЊ5mmЃЉЁЃ
ЁЁ ЃЈ3ЃЉИжЙмЙмПкЖдНгКѓЃЌПкВПЮЛГіЯжЩАблЃК
ЁЁЁЁ aЁЂКИНгЪБгЩгкММЪѕдвђдьГЩЁЃ
bЁЂИжЙмЙмПкДцдкаПСіЃЌдьГЩКИНгРЇФбКЭЩАблЮЪЬтЁЃ
НЈвщГіЯжЩЯЪіЧщПіКѓЃЌЖдаПСіЙ§ДѓЁЂЙ§ЖрЙмНјааМђЕЅЕФаПСіШЅГ§ДІРэЁЃ
2ЁЂГЕЫПЗНЪНСЌНг
ЁЁЁЁ aЁЂЫППлТвПлЃКЙмЙПгыЫППлВЛФмНгДЅЁЂЫЩЖЏЁЂНиЕєТвПлВПЗжЃЌжиаТГЕЫПАВзАЁЃ
ЁЁЁЁ bЁЂИжЙмЫППлгыЙмЙПЫППлВЛЮЧКЯЃЌВЛФмСЌНгЃЌЙ§НєЛђЙ§ЫЩЃЛИќЛЛЙмЙПЛђЕїећЩшБИжиаТГЕЫПЁЃ
ЁЁЁЁ cЁЂИжЙмГЕЫПКѓТЉгЁЃКВтСПИжЙмЕФБкКёЪЧЗёФмЙЛДяЕНГЕЫПЙмБъзМКёЖШвЊЧѓЁЃ
3ЁЂЙіВлЗНЪНСЌНг
ЁЁ ЃЈ1ЃЉЙіВлКИНгПЊСбЃК
aЁЂНЋИжЙмЙмПкбЙВлВПЗжЕФФкБкКИНюФЅЦНЃЌМѕЩйЙіВлзшСІЁЃ
bЁЂНЋИжЙмгыЙіВлЩшБИЕФжсаФНјааЕїећЃЌВЂвЊЧѓИжЙмгыЙіВлЩшБИЫЎЦНЁЃ
cЁЂЕїећбЙВлЫйЖШЃЌбЙВлЫйЖШВЛФмГЌЙ§Бэ3ЕФЙцЖЈЃЌОљдШЁЂЛКТ§ЪЉСІЁЃ
Бэ3ЃК
|
ЙЋГЦжБОЖ
DNЃЈmmЃЉ |
50 |
65 |
80 |
100 |
125 |
150 |
200 |
|
ЪБМф
ЃЈminЃЉ |
ЃО2 |
ЃО2 |
ЃО2.5 |
ЃО2.5 |
ЃО3 |
ЃО3 |
ЃО4 |
ЁЁЁЁ ЃЈ2ЃЉЙіВлИжЙмЖЯСбЃК
ЁЁЁЁ aЁЂНЋИжЙмЙмПкбЙВлВПЗжЕФФкБкКИНюФЅЦНЃЌМѕЩйЙіВлзшСІЁЃ
ЁЁЁЁ bЁЂНЋИжЙмгыЙіВлЩшБИЕФжсаФНјааЕїећЃЌВЂвЊЧѓИжЙмгыЙіВлЩшБИЫЎЦНЁЃ
ЁЁЁЁ cЁЂЕїећбЙВлЫйЖШЃЌбЙВлЫйЖШВЛФмГЌЙ§Бэ3ЕФЙцЖЈЃЌОљдШЁЂЛКТ§ЪЉСІЁЃ
ЁЁЁЁ dЁЂМьВщЙіВлЩшБИЕФжЇГХЙігыбЙСІЙіЕФПэЖШКЭаЭКХЃЌЪЧЗёДцдкСНЙѕГпДчВЛЯрЦЅХфЖјдьГЩвЇКЭЯжЯѓЁЃ
ЁЁЁЁ eЁЂгУгЮБъПЈГпМьВщЙмВФЙмМўЕФЙЕВлЪЧЗёЗћКЯБэ1ЙцЖЈЁЃ
ЁЁЁЁ ЃЈ3ЃЉЙіВлЛњЙібЙГЩаЭЕФЙЕВлгІЗћКЯЯТСавЊЧѓЃК
ЁЁЁЁ aЁЂЙмЖЫжСЙЕВлЖЮЕФБэУцгІЦНећЮоАМЭЙЮоЙіКлЁЃ
ЁЁЁЁ bЁЂЙЕВлдВаФгІгыЙмБкЭЌаФЙЕВлПэЖШКЭЩюЖШгІЗћКЯБэ1ЕФвЊЧѓвдМАПЈЙПМўЕФЪЧЗёе§ШЗЁЃ
ЁЁЁЁ cЁЂдкЯ№НКУмЗтШІЩЯЭПФЈШѓЛЌМСВЂМьВщЯ№НКУмЗтШІЪЧЗёгаЫ№ЩЫЁЃ
ЁЁЁЁ зЂЃКШѓЛЌМСВЛЕУВЩгУгЭШѓЛЌМСЁЃ
ЫФЁЂВњЦЗЕФдЫЪфЁЂАќзАКЭДЂдЫ
ЁЁЁЁ 1ЁЂЖЦаПИжЙмдкзАаЖдЫЪфЖбЗХЪБгІаЁаФЧсЗХЃЌбЯНћХзЫЄЙіЭЯКЭОчСвзВЛїЃЌбЯНћгыгаИЏЪДКЭгаКІгкЖЦВуЕФЮяжЪНгДЅЃЌБмУтгъЫЎСмЯЎЁЃ
ЁЁЁЁ 2ЁЂаЁПкОЖЖЦаПИжЙмдкНЯГЄЪБМфВжДЂЪБЃЌОЁСПЪЙгУПЊАќЩЂЗХЗНЗЈНјааДЂДцЃЌБмУтгъЫЎСмЯЎЕФЭЌЪБЛЙвЊзЂвтИпЮТЬьЦјЕФЭЈЗчЁЃ
|